Центр продуктов




ЛИНИЯ ДЛЯ ПРОИЗВОДСТВА АЛЮМИНИЕВЫХ КОМПОЗИТНЫХ ПАНЕЛЕЙ FR A2
Описание продукта
1. Негорючий неорганический сердечник + металлический материал — идеальное сочетание прочности, гибкости, огнестойкости, влагостойкости, теплоизоляции, звукоизоляции и декоративности.
2. Отличные огневые характеристики. Испытание на горение показало отсутствие распространения огня, отсутствие галогенов, дыма, токсичности, каплепадения, отсутствие излучения и т. д., что подтверждает его превосходные показатели безопасности и экологичности.
3. Отличные декоративные характеристики, элегантные и красивые изделия, стойкость к коррозии, стойкость к загрязнению, долговечность.
4. Идеальное сочетание прочности и гибкости полностью компенсирует недостаток прочности алюминиевой композитной панели. Она может быть изготовлена в гиперболической форме, проста в монтаже и обслуживании.

Принцип производства
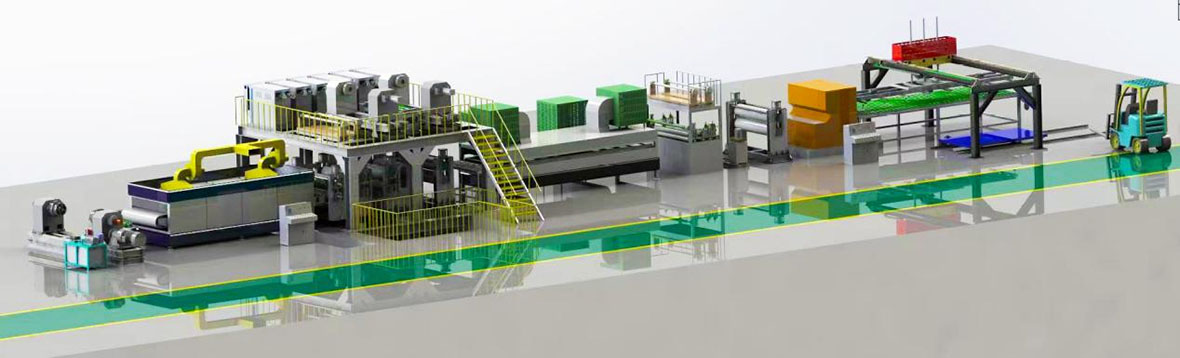
Свернутый в рулон материал сердечника А2 выпускается через разматыватель, а затем материал сердечника нагревается при высокой температуре в печи для размягчения катушки сердечника. В это время катушка сердечника приобретает пластичность. После того, как материал сердечника проходит через печь, верхняя и нижняя алюминиевая оболочка высвобождаются машиной для размотки алюминиевой катушки, клейкая пленка пропускается через ролик предварительной композиции, и клейкая пленка прикрепляется к алюминиевой оболочке, а затем верхняя и нижняя алюминиевые оболочки проходят через узел компаундирования, чтобы алюминиевая оболочка и панель сердечника подогнаны друг к другу. Температура машины может быть установлена отдельно. После прохождения через несколько групп узлов компаундирования, после высокотемпературного горячего ламинирования и экструзии, панель склеивается и формируется, затем охлаждается с помощью воздушной коробки с водяным охлаждением, а затем проходит через выравнивающий валок для прочного приклеивания клейкой пленки. В это время доска затем обрезается. После определения ширины доска проходит через приводной барабан и затем поступает в ножницы. Ножницы разрезают фиксированную длину в соответствии с заданной длиной. После изготовления композитной плиты она перемещается на поддон через автоматическую загрузочно-разгрузочную платформу. Укладывается в штабели, а затем вручную упаковывается и отправляется.